
Ống hình bầu dục phẳnglà hình bầu dục phẳng trong mặt cắt ngang (trục dài 80-200mm, trục ngắn 30-80mm) và các vấn đề như độ lệch mặt cắt ngang và các khối quá mức dễ xảy ra khi cắt các góc vuông. Các quy trình và công cụ chuyên nghiệp được yêu cầu để đạt được xử lý chính xác để đảm bảo chất lượng hàn hoặc lắp ráp tiếp theo.
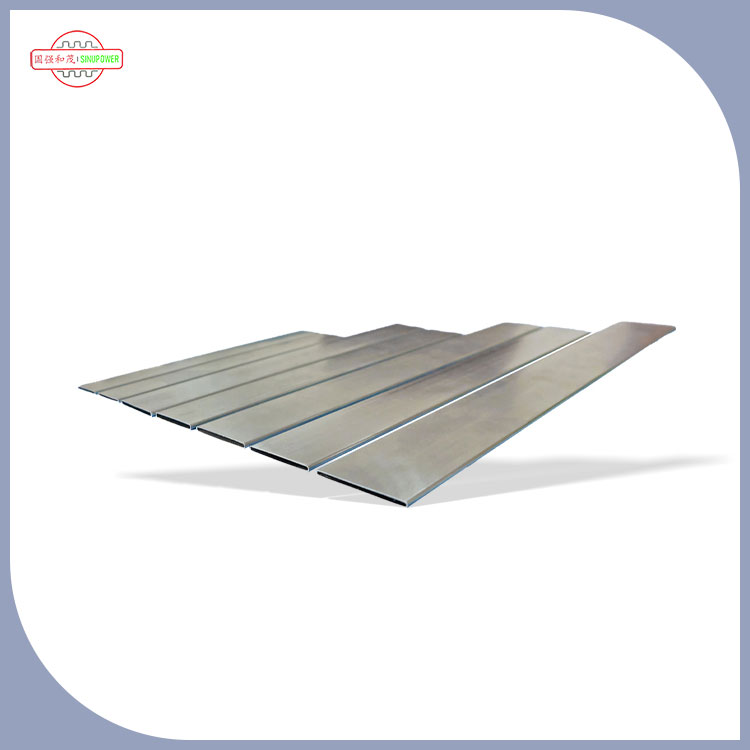
Khó khăn của việc cắt được tập trung vào các đặc điểm cắt ngang. Cấu trúc không đối xứng của các ống hình bầu dục phẳng gây khó khăn cho việc đảm bảo độ chính xác góc phù hợp của phương pháp một kích cỡ phù hợp với một kích cỡ truyền thống. Nếu độ lệch góc cắt lớn hơn 1 °, khoảng cách khớp mông sẽ vượt quá 0,5mm, ảnh hưởng đến độ bền hàn. Ngoài ra, khi độ dày thành ống (thường là 2-5mm) không đồng đều, quá mức cục bộ và biến dạng dễ xảy ra. Đặc biệt là trong quá trình xử lý vật liệu bằng thép không gỉ, nhiệt độ cao sẽ khiến thang đo oxit hình thành, làm tăng chi phí mài tiếp theo.
Lựa chọn công cụ cần phải phù hợp với các tài liệu và thông số kỹ thuật. Đối với các ống hình bầu dục phẳng bằng thép carbon thấp, nên cắt plasma (hiện tại 80-120a), với tốc độ cắt 10-15mm/s và sai số thẳng đứng của phần có thể được kiểm soát trong vòng 0,3mm/m; Đối với các vật liệu bằng thép không gỉ, việc cắt laser (công suất 500-1000W) được ưa thích, nhận ra quá trình xử lý không tiếp xúc thông qua các chùm ánh sáng năng lượng cao được truyền bởi sợi quang, với vùng bị ảnh hưởng bởi nhiệt <0,1mm để tránh ăn mòn giữa các tế bào. Các ống có thành mỏng (độ dày <3 mm) có thể sử dụng cắt dây CNC với độ chính xác ± 0,01mm, phù hợp để xử lý thành phần chính xác.
Quá trình hoạt động tập trung vào cài đặt định vị và tham số. Trước khi cắt, các phụ kiện đường ống cần được cố định bằng đồ đạc để đảm bảo rằng đường cắt vuông góc với trục (độ lệch ≤0,5 °) và lực kẹp của vật cố được điều khiển ở 5-10MPa để ngăn ngừa biến dạng; Trong quá trình cắt plasma, vòi phun được giữ cách đó 3-5mm và áp suất khí (không khí hoặc nitơ) được đặt thành 0,6-0,8MPa để tránh phân kỳ hồ quang; Cắt laser cần điều chỉnh vị trí lấy nét theo độ dày của tường, và tiêu điểm của các ống có thành dày được điều chỉnh xuống 1/3 bức tường ống để cải thiện độ thâm nhập cắt.
Xử lý sau đó ảnh hưởng đến chất lượng cuối cùng. Sau khi cắt, một máy mài góc (có bánh mài 120 grit) được yêu cầu để loại bỏ các vệt để làm cho độ nhám cắt mặt cắt ra rA≤12,5μm; Các ống thép không gỉ cần được thụ động (ngâm trong dung dịch axit nitric trong 10-15 phút) để ngăn ngừa rỉ sét trên đường cắt. Đối với các cảnh có yêu cầu độ chính xác cao (như lắp ráp ống xả ô tô), độ lệch góc phải cần được phát hiện bởi một dụng cụ đo ba tọa độ để đảm bảo rằng nó đáp ứng tiêu chuẩn dung sai ± 0,1 °.
Cắt các góc đúng trên fỐng hình bầu dục LatYêu cầu xem xét cả hiệu suất thiết bị và chi tiết quy trình. Thông qua định vị chính xác, tối ưu hóa tham số và xử lý tiếp theo, có thể đạt được mặt cắt ngang và hiệu ứng xử lý góc chính xác, cung cấp một bảo đảm cơ bản cho việc niêm phong và cường độ cấu trúc của kết nối đường ống.